
.webp?width=1921&height=622&name=usecase-banner%20(1).webp)
However, the “supply chain” is another competitive cornerstone shaping the automotive industry's invigorated and rapidly moving character. There are always issues like disruptions, inefficiencies and cost increases due to global operations, complex supplier relationships and unpredictable demand patterns among players in the industry. Say hello to artificial intelligence (AI) – a revolutionizing supply chain technology that is here to stay. Optimization based on artificial intelligence in supply chain management increases efficiency, decreases costs, and increases flexibility, which explains why artificial intelligence is an essential tool in the automotive industry.
A Brief History of Supply Chains in the Automotive Industry
The automotive industry has always focused on reliable supply chain systems. In the early 1900s, it was Ford with his assembly line and introduced a vertical integration process that involved most production line departments. In the middle of the twentieth century, Toyota developed lean manufacturing and just-in-time (JIT) theories that provided about minimizing wastage and enhancing productivity.
Globalization's course elated the supply chain, incorporating more suppliers and manufacturers spread across different continents. These developments, which created cost advantages, also created new disruption risks, such as acts of God, geopolitics, and volatility. Using spreadsheets and history, old-school supply chain scenario management did not work well with these challenges. AI has introduced a new dimension to supply chain management to supply chain management. From predictions to automated intelligence in decision-making, AI provides visibility, efficiency and flexibility capabilities.
How AI Transforms Supply Chain
Automated advanced analytics, augmented machine learning techniques, and connected digital technologies are key ways AI enhances the Supply Chain ecosystem. These technologies facilitate the running of the business through accurate decisions, forecasting and control of operations. Key applications of AI in automotive supply chains include:
Demand Forecasting
In the automotive industry, production schedules require that demand be forecasted accurately, which is why the concept is relevant. It can predict demand by combining historical data, current trends, and the best customers and using factors such as economic indicators and weather, which is much more accurate than manual guesswork. Google Explainable AI.
Example: AI technology is used in electric load forecasting to help energy providers predict power consumption patterns over different time horizons. For instance, utility companies employ models like LSTM and 1D-CNN to forecast 24-hour and 1-month electricity demand, ensuring efficient energy distribution and preventing power outages during peak EV charging hours. 
Supplier Relationship Management
Today’s AI tools are apt to measure the supplier’s performance based on data inputs such as quality, delivery time, and adherence to specifications. They assist manufacturers in choosing the right suppliers with whom they may have long-term relations and avoid the risks of the delay of substandard components.
Use Case: Regarding supplier risks, BMW uses Artificial intelligence to track them and ensure adequate quality supplies are available for use on the production line.
Inventory Optimization
Computer-controlled inventory tracking automates stock management by controlling and evaluating consumption, production rates, and lead times. This allows manufacturers to have the correct inventory stock, order quantities, and supplies to users without going to the edge of stockpiling.
Example: General Motors uses AI to address the issues of cloud costs and inventory synchronization across an organization, lowering carrying costs and guaranteeing the availability of spare parts.
Route & Scheduling
AI enhances logistic solutions by identifying probable traffic congestion, mapping the best transportation paths, and determining a suitable replacement if one exists. Real-time monitoring and analysis by skilled systems also increase delivery efficiency and reduce costs. 
Use Case: Tesla uses AI to run the operational logistics of delivering vehicles and parts to customers.
Production Planning
Proudly, AI improves product forecasting and the suppliers, equipment, and forecasting data the company gathers for production. It also allows manufacturers to balance production times and increase efficiency and productivity by decreasing machine time.
Example: Toyota follows AI to optimize production calendars so that the production line has the most efficient way of operating.
Quality Control
During production, intelligent computers can identify defects within components using vetted computer vision to minimize scrap and offer quality products. Machine learning models enhance the accuracy of detected defects in real time.
Use Case: It also used artificial intelligence-based visual inspection systems to check flaws in paintwork and components to improve the quality of its products.
Risk Management and Resilience
They also extract information from supply chain data to introduce specific risks and propose possible disruptions. This, in turn, allows the manufacturers to go on alert and possibly take measures like sourcing from different suppliers or creating safety stock.
Example: To manage geopolitical risks and possible natural disasters, VW uses artificial intelligence to evaluate if the delivery of strategic supplies is possible.

Real-Life Examples of AI in Automotive Supply Chains
Tesla’s AI-Driven Supply Chain
This automaker that prides itself on innovation applies AI in its supply chain process. These speak to the place that the company has built to harness AI solutions for demand forecasting, inventory and order management, and logistics. Tesla also closely checks raw materials, including lithium, which is critical for powering electric vehicles through artificial intelligence. AI is Personalizing Learning Paths for Students.
BMW’s Supply Chain Digitalization
Lastly, BMW uses artificial intelligence throughout its supply chain through the supply chain control tower. In this system, AI constantly observes supply chain events and enhances the chain’s efficiency through real-time controls, enhancing the activity process's credibility. Another aspect of BMW's AI tools is that it uses data from suppliers to help anticipate disruption and find ways to avoid it.
Toyota’s Smart Factory Initiatives
AI is used in Toyota manufacturing plants to improve scheduling, inventory, and production control. AR systems include AI that can take data from sensors and IoT devices on the shop floor to support predictive maintenance decisions. It also ensures suppliers directly interface with production lines, thus enabling an efficient production process.
Advancements in AI Technologies for Supply Chains
-
Predictive Analytics
AI models use historical and real-time data to predict demand, generate a risk profile, and suggest preventive measures. Risk management allows for anticipating and responding to disturbances in the manufacturing process in advance. -
Natural Language Processing or NLP
Conversational interfaces also enable communication between a few manufacturers and suppliers through the analysis of Contracts, emails, and more. This makes communication proper and eliminates rumours that hamper progress.
-
Robotic Process Automation (RPA)
RPA automates repetitive tasks, such as order processing and invoice reconciliation, freeing up human resources for strategic activities. Figure 4: Architecture of RPA
Figure 4: Architecture of RPA -
Digital Twins
Digital twins directly mirror the physical supply chain topology created in digital platforms. AI studies these simulations to understand potential problems, improve an organization’s efficiency and model the crisis scenarios. Figure 5: Illustration of digital twin
Figure 5: Illustration of digital twin -
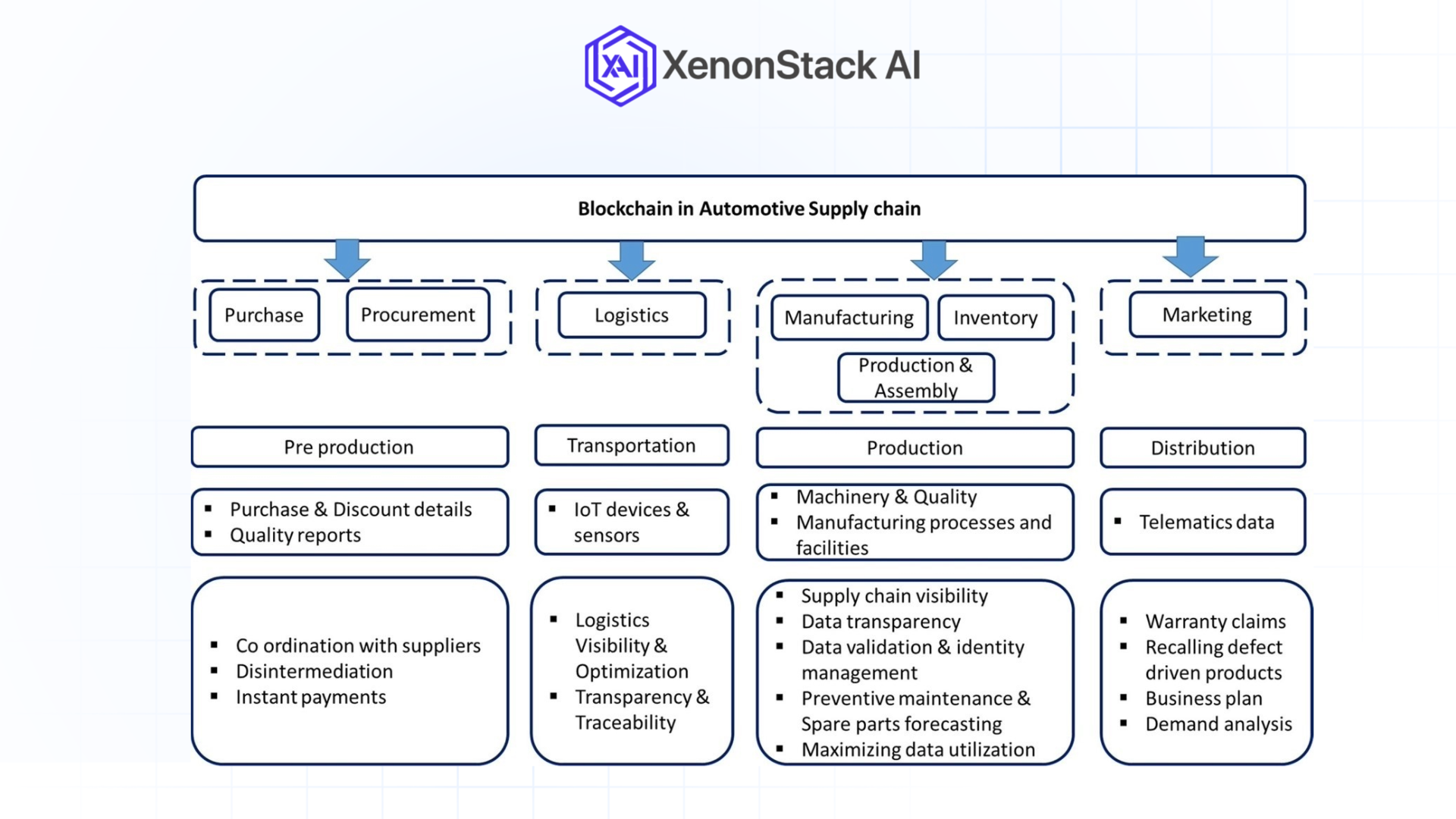
Blockchain Integration
Blockchain, provided by artificial intelligence, facilitates the supply chain by delivering transparency by recording a transaction and helping manage the trace of components. This is especially so when guaranteeing adherence to environments and ethical requirements.
Challenges of AI Implementation in Automotive Supply Chains
-
Data Integration
Coordinating various data sets from suppliers, logistics-providing, and production systems can be problematic.
-
High Initial Costs
AI requires a significant capital investment, including infrastructure, software, and highly trained practitioners.
-
Resistance to Change
Stakeholders may view Such adoption with scepticism either because the tools applied are still new to the organization or because they fear becoming dispensable.
-
Ethical Concerns
AI systems should also prevent prejudice and be designed to offer justice.
Future Trends in AI for Automotive Supply Chains
-
Autonomous Supply Chains
AI will enhance end-to-end supply chain automation, where choices will frequently be made without human interaction.
-
Sustainability Optimization
AI capabilities will create a sustainable supply chain by efficiently reducing wastage and greenhouse gases and encouraging a circular economy.
-
Advanced Collaboration Tools
Manufacturers, suppliers and logistics providers will engage in a smooth business flow through artificially intelligent business platforms.
-
Quantum Computing
AI is the wake of quantum computing that will extend and improve supply chain planning and optimization facilities.

Conclusion for AI-Driven Supply Chain
Implementing AI-driven optimization means that automotive supply chains are transitioning to new high levels of efficacy, robustness, and flexibility compared to a traditional supply chain environment. AI allows manufacturers to improve demand forecasting, logistics, quality control, and risk management. AI innovations are set to transform the automotive supply chain to be more intelligent, greener, and customer-friendly. It is now clear that AI adoption is not only possible but essential to maintaining competitiveness in this electricity sector.



























